
Previously, the Internet of Things was a complex to understand term and rarely being implemented. Currently, it is becoming very popular in the industrial and consumer world, and literally implemented everywhere, from private homes with robot vacuums to large manufacturing enterprises with huge systems of sensors, actuators, and devices. Every year, the demand for IoT technologies continues to grow very strongly.
What is IoT?
The Internet of Things (IoT) is a network of computers, sensors, and actuators that communicate through the Internet Protocol (IP). In other words, IoT is a network of physical objects communicating with each other over the Internet. PCs, tablets, and smartphones that are connected to the Internet are not considered IoT, although they may be part of an IoT solution.
Where, How, and Why is IoT Used?
The Internet of Things is used in various fields: from the well-known smart home, which controls “things” within the same network of a house, to the industrial Internet of Things (IIoT), which automates production machines and streamline business processes. The Internet of Things (IoT) can be used to solve global problems in various industries for example:
IoT in Manufacturing

The Internet of Things (IoT) makes it possible to improve production processes and receive information about the state of production in real-time. Using data taken from the equipment, the overall efficiency is determined – average load, uptime, and production efficiency, which helps preventing downtime and equipment breakdowns.
IoT in Agriculture
IoT improves product quality and boosts production in agriculture. By using sensors on drones and agricultural machinery, you can monitor soil changes and composition. These sensors can signal when the soil needs watering or fertilizing.

Animal collars with built-in sensors can track the location of the animal and collect health data.
Using IoT in greenhouses allows to maintain the desired temperature, lighting, humidity, and air circulation.
IoT in an Urban Environment

The use of traffic lights and cameras with IoT sensors and traffic detectors make it possible to manage traffic more effectively on the roads, and increase safety.
IoT in Healthcare

Diagnostics, rehabilitation, and disease prediction are all facilitated by the Internet of Things. You can use IoT devices to monitor blood sugar levels, set reminders for taking medications, and share the results with doctors.
IoT in the Electric Power Industry

The Internet of Things allows for a more efficient allocation of resources and monitoring of complex equipments. Using IoT wire sag sensors, you can remotely monitor the condition of power lines, which helps prevent power outages.
Latest IoT Technologies
According to the leading provider of market insights for the Internet of Things (IoT), AI, cloud, and Industry 4.0 – IoT Analytics, there are several best IoT technologies, (IoT software, IoT hardware, and IoT connectivity) that people working on IoT projects should keep an eye on.
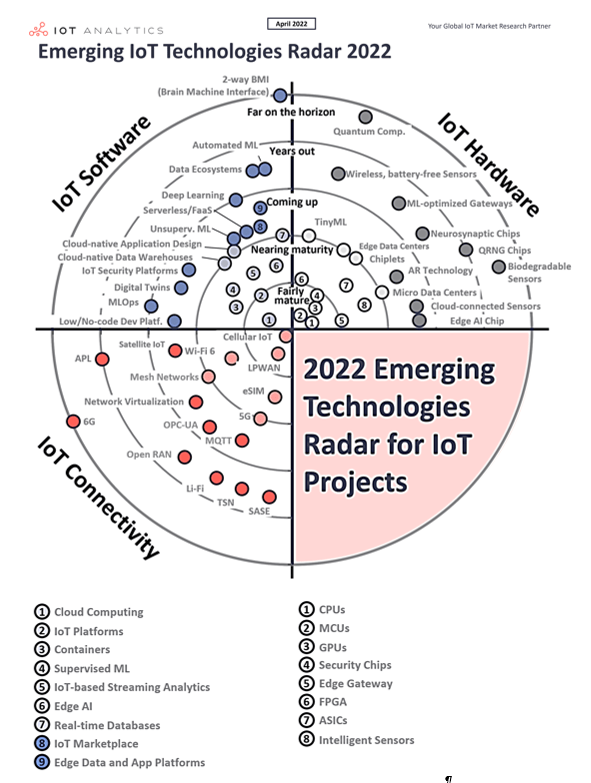
Source: IoT Analytics Research April 2022
If we compare the results of a similar IoT study for 2019, we notice three IoT technologies that have developed most rapidly over the past three years.
1. Wi-Fi 6
The Wi-Fi 6 standard refers to the next generation of Wi-Fi technology. Wi-Fi 6 doubles the channel width and creates a faster connection between a router and the connected devices. There are several improvements in WI-FI 6 that are designed to increase efficiency speed and reduce congestion in scenarios where heavy bandwidth usage occurs. Sometimes Wi-Fi 6 is also called AX Wi-Fi or 802.11ax Wi-Fi.
2. Graphics Processing Unit (GPU)
The graphics processing unit (GPU) is a specialized processor used to accelerate graphics rendering. The latest GPUs are very powerful at processing and displaying computer graphics. This is because they have parallel processing capabilities, they are much more efficient at processing graphics information than a typical CPU. Moreover, GPUs can perform multiple computations simultaneously. It’s a very effective way to distribute training processes and speed up machine learning. That is why GPUs are actively used to train AI deep learning for IoT applications.
3. Intelligent Sensors
The Internet of Things is a major driver of sensor technology development.
Sensors are designed to solve the problems associated with the monitoring and control of technological processes for various peripheral devices and applications, especially in conveyor production.
Modern sensors can process information closer to the device and interact with the user interface or actuators.
Intelligent sensors allow efficient control of continuous conveyor production.
Industry 4.0 and IoT Technologies Benefits
The IoT technologies listed above are part of the concept of Industry 4.0. Industry 4.0 also named The Fourth Industrial Revolution (4IR) is a new phase of industrial development that focuses on interconnectivity, automation, machine learning, and real-time data.
Automation and the Internet of Things technologies provide the highest mobility, data transparency, and energy efficiency, they have had a significant positive impact on the manufacturing industry. The benefits include:
1. data collection, accumulation, and analysis from sensors, production equipment, and enterprise information systems to increase business transparency and receive full reports at any time.
2. Capacity to anticipate possible failures in the operation of equipment and minimize the consequences of emergencies.
3. Automation of food production processes using IoT technologies significantly reduces the costs associated with food spoilage.
4. Receiving immediate signals in force majeure and emergency situations.
5. Direct exchange of data between equipment and management and accounting systems, which eliminates the “human factor” and related errors and inaccuracies.
6. Simplify the business processes of production and achieve greater efficiency.
IoT: How Does It Work?
A typical IoT system includes devices with sensors, actuators, controllers, and processors, and is connected to a cloud platform via Wi-Fi, Bluetooth, or LAN.
The collected data is sent to the cloud for further analysis or analyzed locally. IoT applications can control connected devices, visualize data, and monitor equipment performance.
Additionally, IoT devices can exchange sensor data with each other and take further actions based on the information received.
In most cases, a well-established IoT system runs without human intervention.
In IoT systems, automation is provided by sending data to the device. Sensors and actuators in the IoT represent two endpoints of the system.
Main Elements of IoT Systems
Like any other technology, the Internet of Things has some main and vital elements. At the same time, the Internet of Things integrates a wide range of modern and complex technologies.
IoT Analytics
Analytics – all received data must be analyzed and visualized. The volume of continuously incoming data (such as from conveyor equipment) requires special IoT analytics platforms since such a volume of data cannot be handled by standard analytics tools.
IoT Cloud services
Providing services related to data storage, servers, databases, networks, and software. Cloud managed services consist of outsourcing IT/IoT infrastructure along with its support to a Cloud Service Provider.
The cloud service provider monitor, secure, and maintain the company’s cloud environment.
IoT BigData
BigData refers to structured and unstructured data of enormous volumes, which are typically stored in the cloud. Moreover, there are different tools, approaches, and methods for processing them to use them for specific purposes.
IoT Connection
Connection. For the IoT infrastructure to work, it is necessary to establish a connection between IoT devices so that the devices communicate. This includes both exchanging information with each other and transferring it to the cloud. There are different types of connectivity in IoT infrastructure, it could be:
- cellular connectivity with a regular SIM card.
- IoT eSIM with a capacity to switch profiles from MNO (mobile network operator) to (OTA) over-the-air.
- Satellite. Provides communication with IoT devices and applications via satellite networks.
- Wi-Fi.
- LPWAN (Low Power Wide Area Network) or its variation such LTE-M, NB-IoT, LoRa.
- Bluetooth. With medium-to-low bandwidth, to exchange data across short distances.
- RFID (radio frequency identification)
- NFC. Near Field Communication allows the exchange of information between devices that are only a few centimeters apart.
IoT Sensors
Sensors – A sensor is a device that detects changes. Data can be gathered from various sources including temperature, motion, light, and pressure. Sensors play a major role in IoT technologies since they are the source of IoT data.
A huge number of sensors exist and for a specific task, for each IoT project, the right sensor must be chosen and configured.
The most used sensors in IoT technology are:
- Temperature Sensors
- Humidity Sensors
- Pressure Sensors
- Proximity Sensors
- Level Sensors
- Accelerometers
- Gyroscope
- Gas Sensors
- Infrared Sensors
- Optical Sensors
Conclusion: IoT – How it Works and Some Examples Use Cases
The Internet of Things is becoming more and more popular in various industries. It allows you to automate business processes as much as possible, increase the profitability of the enterprise, and reduce labor costs.
Interested in learning more about IoT technologies? Contact us for a free consultation with one of our experts.







